ریل راهنمای آسانسور چیست؟
ریل آسانسور یا ریل های راهنما یکی از مهم ترین قطعات آسانسور بوده و داری جنسی فلزی با مقطع T شکل هستند که به منظور هدایت کابین و وزنه تعادل در راستای مسیر حرکت، به حداقل رساندن حرکات جانبی و جلوگیری از نوسانات بیش از اندازه کابین به کار می روند. از طرفی این ریل های راهنما وظیفه حفظ ایمنی حرکت کابین را نیز عهده دارند، زیرا ترمز ایمنی اضطراری (پاراشوت) بر روی این ریل های راهنما عمل می کند.

براساس استاندارد بین المللی ISO7465 به عنوان مرجع ساخت ریل های راهنمای مورد استفاده در صنعت آسانسور، تولید کنندگان مجاز هستند برای ساخت ریل از دو روش کشش سرد و ماشین کاری استفاده کنند. بر اساس بند 5 این استاندارد، مقاومت فولادی که برای ساخت ریل ها با مقطع T شکل استفاده می شود، حداکثر 370نیوتن بر میلی متر مربع و حداکثر آن 520 نیوتن بر میلی متر مربع است. همچنین پسوند /A برای مشخص کردن ریل “کشش سرد”، پسوند /B برای مشخص کردن ریل “ماشین کاری ” و پسوند /BE برای مشخص کردن ریل “ماشین کاری سرعت بالا” استفاده می شود. ریل های ماشین کاری آن دسته از ریلهایی هستند که پس از فرآیند نورد، با ماشین کاری لایه هایی از روی آن برداشته می شود تا سطح نهایی محصول پرداخته شده یک دست و صیقلی باشد.

روش تولید ریل های آسانسور
پیش از بررسی روش تولید ریل های صنعت آسانسور، مرور کوتاهی بر تولید محصولات فولادی داشته باشیم. در فرآیند تولید محصولات فولادی ، شمش فولادی با استفاده از ماشین آلات متفاوت در دماهای مختلف و با روش های متعددی به اشکال گوناگون در می آید. یکی از این روش ها نورد(به دو روش سرد و گرم) است که به فرآیند عبور دادن شمش فولادی از میان دو غلتک استوانهای گفته میشود. از دیگر روش های شکل دهی فولاد کشش است و به فرآیندی اطلاق می شود که در آن فلز به واسطه نیروی کششی از درون قالب خارج شود. در حالی که برای نورد گرم فولاد دما به 50 تا 100 درجه بالاتر از نقطه تبلور مجدد فولاد می رسد (دمای انجام نورد سرد نیز در حدود 700 درجه است و قید سرد بودن آن در مقایسه با نورد گرم معنا پیدا می کند)، کشش اغلب در دمای محیطی انجام میشود . بسته به خواص مورد نیاز ضخامت و سطح مقطع محصول نهایی حاصل از فرآیندهای شکلدهی نیز متفاوت خواهد بود.
با توجه به این که شکل دهی فولاد به روش نورد در دماهای بالا انجام می شود، بر اساس خواص گرمایی فولاد مورد استفاده باید تخمین زده شود که پس از فرآیند شکل دهی و سرد شدن فولاد، ابعاد سطح مقطع به چه اندازه خواهد بود، در صورتی که در فرآیند کشش شکل دهی فولاد در اندازه های مورد نظر ، با تلرانس بسیار کم تر انجام خواهد شد. جدای از تلرانس پایین تر کشش نسبت به نورد گرم ، از آنجا که کشش اغلب در دمای محیط انجام میشود، محصول نهایی سخت تر و صلب تر است و مقاومت کششی و فشاری بالاتری نسبت به نورد دارد. این امر از آنجایی ناشی می شود که درجه حرارت از جمله عواملی است که اثر مهمی در منحنی تنش – کرنش دارد. گرچه برای تمام فلزات درجه حرارت به یک اندازه موثر نیست ، ولی به طور کلی افزایش درجه حرارت چکش خواری ، تورق پذیری و چقرمگی فلزات را افزایش ، اما مدول الاستیسیته ، تنش تسلیم و حد نهایی استحکام کششی فلزات را کاهش می دهد.
این امر باعث می شود در شرایط مشابه برای مقاومت در برابر تنش و کمانش یک پروفیل خاص فولادی، سطح مقطع لازم پروفیل نورد گرم اندکی بزرگ تر از سطح مقطع لازم فولاد ساخته شده به روش کشش باشد. درجه حرارت همچنین توان سخت کاری را کاهش می دهد. اثرات درجه حرارت به مقدار زیاد به نوع ماده و نا خالصی های آن مربوط میشود. هر چه درجه حرارت افزایش، توان سخت کاری کم میشود یعنی فلز راحت تر تغییر شکل می دهد.
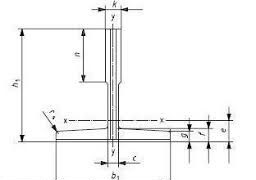
نمونه سطح مقطع ریل T شکل مورد استفاده در صنعت آسانسور
مراحل تولید ریل آسانسور
تولید ریل در صنعت آسانسور در دو مرحله انجام می شود. در مرحله اول و کشش سرد ، شمش فولادی از طریق نورد به صورت سپری در می آید و در ادامه به یکی از دو روش کشش سرد یا ماشین کاری به محصول نهایی تبدیل می شود . توجه به این مطلب اهمیت بالایی دارد ، چرا که برخی به اشتباه گمان میکنند ریل های تولید شده در دو دسته سرد و گرم تقسیم بندی می شوند . آنچه در مقابل کشش سرد می آید ، ربطی به حرارت ندارد ، چرا که اساسا دو فرآیند کشش سرد و ماشین کاری جزو مرحله پرداخت بوده، در دمای محیط انجام می شود و پایه پرو فیل Tشکل مورد استفاده هر دو به یک روش تولید شده است.
پاسخ به این سوال که ریل تولید شده به کدام روش پرداخت بر دیگری ارجح است ، چندان ساده نیست، چرا که شرایط خاص هر آسانسور و عوامل تاثیرگذار، به خصوص سرعت و طول مسیر آن ، خواص مورد نیاز ریل مصرفی را تغییر خواهد داد. جدا از اینها ، نوع فولاد مصرفی و سطح مقطع محصول نهایی نیز بسته به کاربرد متفاوت است.
ریل های ماشین کاری شده سطح مقطع صیقلی تری نسبت به ریل های ساخته شده به روش کشش سرد دارند که حرکت نرم تری را در سرعت های بالا فراهم خواهد کرد. جدای صیقلی بودن ، باید توجه داشت که به دلیل یکسان نبودن افزایش طول در قسمت های مختلف ریل تولید شده به روش کشش سرد ، تنش سه بعدی در ریل به وجود می آید و از آنجا که عملیات تنش گیری در ریل های سنگین (با سطح مقطع بزرگ تر ) دشوار است، از این رو برای سطح مقطع های بالا از روش ماشین کاری استفاده میشود. با توجه به مقادیر ذکر شده، برای ارتفاع های بالا -و متناظر با آن سرعت های بالاتر- استفاده از ریل های کشش سرد به دلیل تلرانس بالاتر در صافی ریل، تکان های بیشتری را در زمان حرکت آسانسور به کابین وارد کرده و از نرمی حرکت می کاهند.
پیشنهاد سیگما: